





تأثیر دوخت حرارتی بر عملکرد بستهبندی FFS
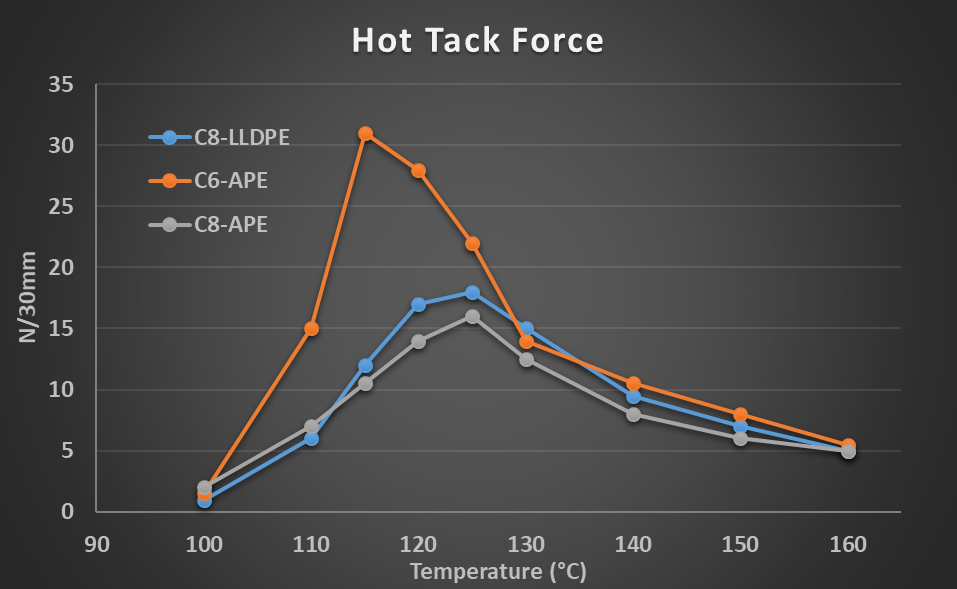
دستگاههای Form/Fill/Seal یا FFS بهعنوان ابزار اصلی تولید بستهبندیهای لمینه شناخته میشوند. دوخت حرارتی در این فرآیند نقش کلیدی ایفا کرده و استحکام دوخت بستهبندی را تضمین میکند. پارامتر Hot tack force یکی از شاخصهای اصلی در تعیین کیفیت دوخت حرارتی است که از اهمیت ویژهای در فرآیندهای تولید بستهبندی برخوردار است.
LLDPE و APE در لایه دوخت: کدام بهتر است؟
پلیاتیلن سبک خطی (LLDPE) مدتهاست که بهعنوان ماده اصلی در لایههای دوخت استفاده میشود. بااینحال، نسل جدید متالوسن پلیاتیلنها (APE) با ویژگیهایی مانند استحکام مکانیکی بالا و مقاومت در برابر تنشهای محیطی، جایگزین بهتری محسوب میشوند. این مواد نهتنها از نظر اقتصادی بهصرفهتر هستند بلکه سرعت تولید و کیفیت دوخت را نیز افزایش میدهند.
نتایج آزمایشها و مقایسه عملکرد
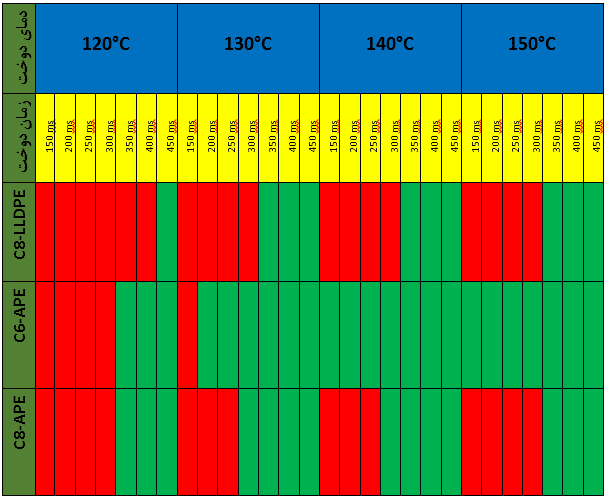
بررسیهای آزمایشگاهی نشان میدهند که فیلمهایی با لایه دوخت APE (بهویژه C6-APE) عملکرد بهتری در دماهای پایینتر و زمانهای کوتاهتر دارند. این در حالی است که فیلمهای مبتنی بر LLDPE به دماهای بالاتر و زمان طولانیتر برای دوخت نیاز دارند.
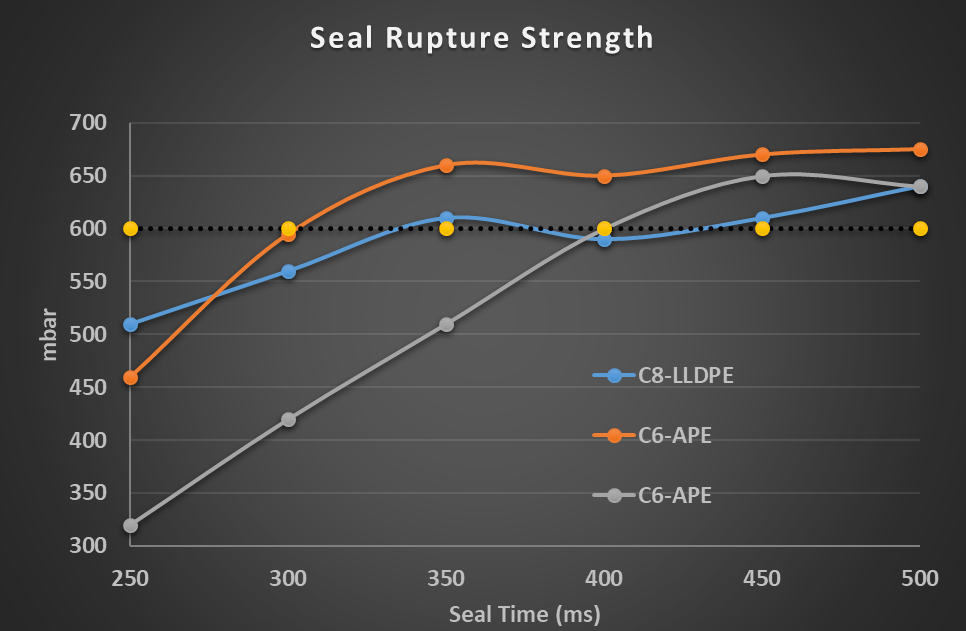
نتایج نشان میدهد که C6-APE خواص دوخت حرارتی لایههای دوخت را افزایش داده و باعث بهبود کاربری آن است. در نتیجه گزینه بهتری برای کاربردهایی نظیر بستهبندی مواد غذایی است.